
Для анализа производительности участка восковки, загруженности резиновых пресс-форм для восковки, оценки минимального времени нахождения заказа на участке восковки возможен учёт видов и количества имеющихся резиновых пресс-форм. В случае использования учёта резиновых пресс-форм возможен расчет сдельной оплаты труда на участке восковки за литник.
Учёт видов и количества резиновых пресс-форм ведётся в справочнике Виды резиновых пресс-форм. Каждый элемент справочника соответствует одной разновидности резиновых пресс-форм.
Комплексными резиновыми пресс-формами будем называть пресс-формы, которые делают два и более разновидностей артикулов комплектующих. На рисунках 3.1 и 3.2 показаны не комплексная и комплексная резиновые пресс-формы соответственно.
Рассмотрим определение не комплексных резинок (Рис. 3.1). В поле ввода «Артикул» из справочника «Номенклатура» выбирается то литьевое комплектующее которое дано резинкой может быть изготовлено, исходя из определения комплексности резинки у не комплексных может быть только один вид комплектующих. В поле «Количество деталей» вводится количество деталей, расположенных на литнике, создаваемом данной резинкой. В поле производительность указывается количество штук, деталей комплектующих, которое может быть изготовлено в течении дня при непрерывном использовании данной резинки. Для выделения особой сложности можно пометить признак «Сложная». В поле «Количество форм» указывается количество штук таких резинок на складе, характеристики которых соответствуют данному виду. Наименование не комплексной резинки формируется по выбранному артикулу литьевого комплектующего и может быть изменено.
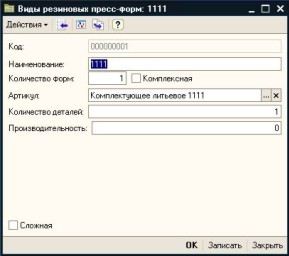
Рис. 3.1
При описании комплексной резинки (Рис. 3.2) ставится признак «Комплексная», в результате чего меняется форма элемента справочника «Виды резиновых пресс-форм» и для данной резинки может быть указано более одной разновидности литьевых комплектующих изготавливаемых данной резиновой пресс-формой, для каждого из нихустанавливается количество на литнике и производительность, в чём заключено основное различие не комплексных и комплексных резинок.
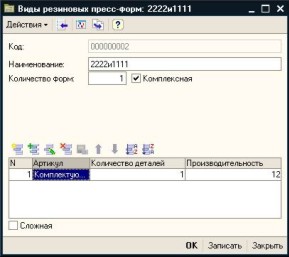
Рис 3.2
После того, как заполнен классификатор «Виды резиновых пресс-форм» необходимо перейти к установке резиновых пресс-форм для номенклатуры, то периодическое действующее «правило» говорящее о том какой резиновой пресс-формой производится конкретная номенклатура (литьевое комплектующее). Это «правило» устанавливается при помощи документа Установка резиновых пресс-форм для номенклатуры (Рис. 3.3).
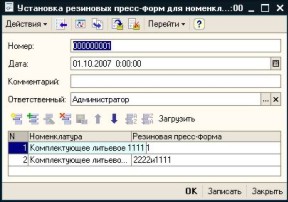
Рис. 3.3
В табличной части документа указывается номенклатура (металлический оригинал артикула) и соответствующая резиновая пресс-форма, предусмотрена загрузка табличной части документа из табличных файлов (*.xls) при помощи обработки. После проведения начиная с даты проведения установлен период, когда данная номенклатура считается изготовленной данной резиновой пресс-формой. На рабочий период для конкретной номенклатуры может быть установлена только одна резиновая пресс-форма.
После того как заполнен справочник «Виды резиновых пресс-форм» и выполнена установка резинок для номенклатуры, появляется возможность оценки минимального времени прохождения изделий через участок восковки (в днях), и анализу дефицита резиновых пресс-форм. Получение этой информации осуществляется при помощи отчета Анализ дефицита резиновых пресс-форм.
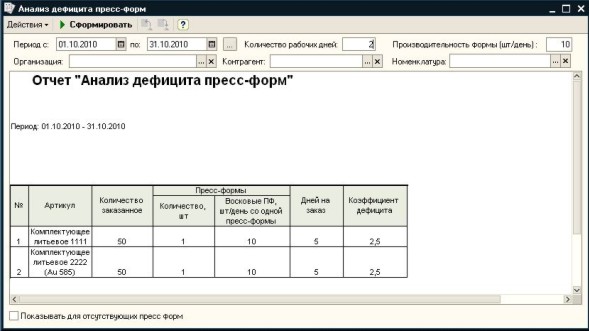
Рис. 3.4
В отчёт попадают данные о заказанной на восковку продукции за период, с учётом анализа данных справочника по резиновым пресс-формам, данных в форме отчета и заказанной продукции выводится таблица (Рис. 3.4), в которой перечисляются заказанные артикулы, с указанием количества имеющихся для них резиновых пресс-форм и их производительности (в случае отсутствия справочной информации о производительности данной резиновой пресс-формы, производительность будет браться общая указанная в форме отчета в поле производительность формы). Исходя из количества заказанной номенклатуры, количества резинок и их производительность можно легко посчитать количество дней, которое необходимо на изготовление восковых полуфабрикатов. Коэффициент дефицита выводимый в отчёте представляет собой отношение количества дней необходимых на изготовление восковых полуфабрикатов к количеству дней (данные о возможностях производства), которое может быть дано исходя из экономических потребностей.
Таким образом, идеальным при анализе дефицита резиновых пресс-форм будет тот случай, когда коэффициент дефицита будет равен единице. Уменьшение коэффициента дефицита в область до нуля говорит о неиспользованных производственных возможностях участка восковки, а увеличение более единицы – о нехватке резиновых пресс-форм для изготовления восковых полуфабрикатов в требуемый от участка восковки срок.
Расценок для номенклатуры на каждую технологическую операцию устанавливается при помощи документа Установка ставок заработной платы (Рис. 3.5). Документ установки расценок за изделия/группу изделий составляется для каждой технологической операции. На рисунке 3.5 представлен документ для установки расценка на тех. операцию восковка. В табличной части документа для каждого из изделий, восковые аналоги которых изготавливаются на участке восковки, устанавливается расценок и единица измерения заработной платы (за литник, за штуку, за грамм). В случае расчета за литник, в расчетном периоде должны быть проведены документы установки резинок для номенклатуры и ставок заработной платы.
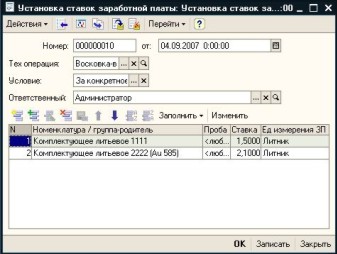
Рис. 3.5
Начисление сдельной оплаты труда в соответствии с установленными литниками и расценками происходит при проведении документа «Приём изделий». Имеется возможность выводить расценок по наряду в печатной форме в отдельной таблице:
|
|
|
|
|
|
Заработная плата по наряду | |||
|
Полуфабрикат |
Заработная плата | ||
|
Литник |
Количество |
Цена |
Сумма |
|
1111 |
35 |
1,5 |
52,5 |
|
2222 |
35 |
2,1 |
73,5 |
|
Итого: |
126 | ||
Вывод расценка в печатную форму «включается» установкой опции в «Настройках параметров учёта» - «Печатать расценок в приёме изделий».
Начисление сдельной оплаты труда при приёме воскового блока с технологической операции напайка ёлок предусмотрено как расчет по установленной расценке за группу литьевых комплектующих с единицей измерения оплаты «за литник» и указании при приёме воскового блока количество паек (количество литников), результат в печатной форме будет иметь вид:
|
Заработная плата по наряду | |||
|
Полуфабрикат |
Заработная плата | ||
|
Литник |
Количество |
Цена |
Сумма |
|
|
150 |
0,06 |
9,45 |
|
Итого: |
9,45 | ||

Статьи и обзоры по ИТ-К: Управление Ювелирным Производством
Автоматизация управления и учета в малом бизнесе - возможности роста
Весы для ломбардов и ювелирных мастерских
Сокращение издержек в ювелирном производстве
Пробирная инспекция (Проверки на ювелирном предприятии)
Методика калькулирования себестоимости готовых изделий ювелирного производства
Система контроля за ценообразованием и себестоимостью на базе управленческого учета в ювелирном производстве
Роль и потребность использования ИТ
От заказа до отгрузки изделий
Совершенствование управления производством - от борьбы с опасностями кризиса к реализации новых возможностей
Планирование производства и управление запасами
Когда вкладываться в автоматизацию? Как оценить затраты и поставить задачи? Эти и многие другие вопросы волнуют большинство предпринимателей, столкнувшихся с необходимостью модернизации бизнес-процессов.
На сегодняшний день одна из главных задач руководителей производственных компаний – снижение издержек. В этой статье мы расскажем про опыт в этом направлении.
В этой статье мы расскажем о требованиях, предъявляемых Государственными инспекциями пробирного надзора, при проведении проверки на ювелирном производстве, торговом ювелирном предприятии и в ломбарде, а также о тех нарушениях, с которыми наиболее часто сталкиваются контролирующие органы.
Система попроцессной калькуляции затрат на ювелирном предприятии представляет собой систему аккумуляции затрат, которая выдает показатель производственных затрат на единицу продукции для данного технологического процесса, то есть на 1 г.
Важнейшими задачами организации управления в ювелирном производстве являются выработка и исполнение решений, направленных на достижение финансово-экономической устойчивости и эффективности его функционирования.
В статье расматриваются вопросы роли и потребностей использования ИТ (информационных технологий) в управлении бизнесом.
В связи с обострившейся конкуренцией на рынке ювелирных изделий перед руководителями предприятий встает ряд вопросов. Как выполнить полученный заказ в срок? Как увеличить оборот без привлечения дополнительных денежных средств?
Кризис, спрос на продукцию снижается, прибыль сокращается, принимаются первоочередные антикризисные меры - боремся с дебиторской задолженностью, пополняем оборотные средства... Но эффект не столь заметен, как хотелось бы. Необходимо расширить горизонты оптимизации.
Производственным компаниям приходится решать специфические задачи в области управления. Для решения этих задач мировая практика выработала ряд методов, с которыми мы и познакомимся на этот раз.